
Optimizing Drilling Operations with the Revolutionary Mud Decanter Centrifuge
By:Admin
Introduction:
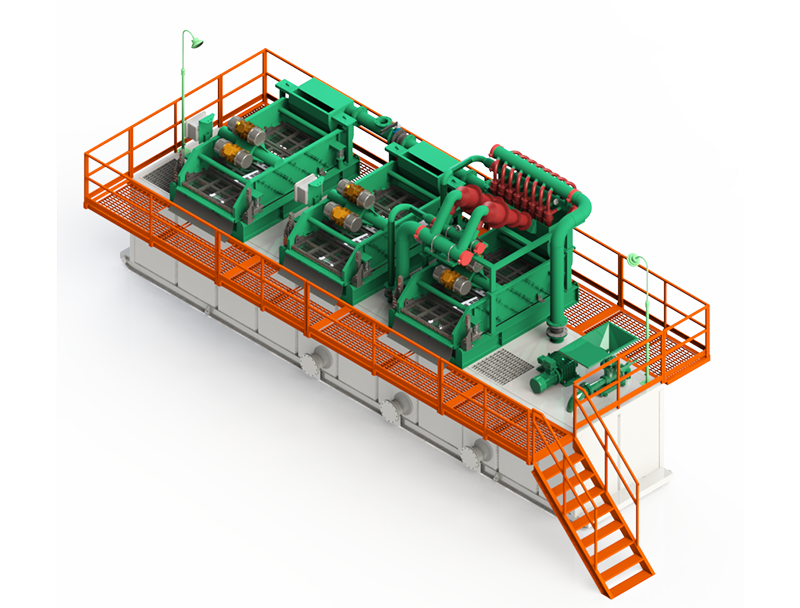
In a breakthrough achievement, a leading technological firm has unveiled an innovative drilling mud decanter centrifuge that promises to revolutionize the oil and gas industry. With the ability to efficiently separate solids from drilling mud, this cutting-edge equipment is set to enhance drilling operations worldwide, improving overall productivity and reducing environmental impact. Let's delve deeper into the features and benefits of this remarkable device.
Drilling Mud Decanter Centrifuge:
This advanced drilling mud decanter centrifuge is designed to remove harmful solids from the drilling fluid, also known as drilling mud, allowing for a cleaner and more efficient drilling process. The centrifuge works on the principle of centrifugal force, separating solids based on their densities. The solids are separated from the drilling mud, resulting in clarified fluid that can be reused, reducing waste and minimizing the environmental footprint of drilling operations.
Key Features and Benefits:
1. Enhanced Efficiency:
The drilling mud decanter centrifuge offers exceptional efficiency, with high-speed rotational capabilities ensuring rapid separation of solids from the drilling mud. This means drilling operations can continue uninterrupted, reducing downtime and boosting productivity.
2. Improved Solids Control:
This innovative equipment allows for precise control over the separation process, effectively removing fine solids and reducing the risk of equipment damage or blockage. This ensures smooth drilling operations, maximizing the lifespan of drilling tools and reducing maintenance costs.
3. Cost-Effective:
By recycling and reusing the clarified drilling mud, the decanter centrifuge significantly reduces the need for fresh drilling fluid. This not only saves costs associated with purchasing additional drilling mud but also minimizes waste disposal expenditure. The cost-effectiveness of this device is a considerable advantage for drilling companies.
4. Environmental Friendliness:
With the drilling mud decanter centrifuge, the environmental impact of drilling operations is significantly reduced. By efficiently separating and clarifying the drilling mud, the device enables reusing of the fluid, reducing the need for fresh water and minimizing waste generation. This promotes sustainable drilling practices, making it a valuable tool in the industry's quest for environmental responsibility.
Company Introduction:
The company responsible for this groundbreaking drilling mud decanter centrifuge is a renowned leader in the field of drilling equipment manufacturing. With a legacy of technological excellence and a commitment to innovation, they have established themselves as a trusted supplier to the oil and gas industry. Their years of experience and expertise have enabled the development of industry-leading equipment, revolutionizing drilling practices around the world.
Conclusion:
The introduction of the drilling mud decanter centrifuge marks a significant milestone in the oil and gas industry. With its remarkable ability to efficiently separate solids from drilling mud, this device offers improved efficiency, enhanced solids control, cost-effectiveness, and environmental friendliness. The innovative features of this equipment are set to elevate drilling operations to new heights and promote sustainable practices within the industry. As drilling continues to expand globally, this groundbreaking technology will undoubtedly play a vital role in shaping the future of the oil and gas sector.
Company News & Blog
Highly efficient Mud Centrifugal Pump for industrial use
Mud Centrifugal Pump: The Perfect Solution for Efficient and Reliable Mud TransferIn the world of industrial operations, the efficient and reliable transfer of mud is essential for ensuring smooth and seamless processes. With the demand for high-quality mud transfer equipment on the rise, the industry has been in need of a solution that can deliver optimal performance and consistent results. This is where the Mud Centrifugal Pump from (company name) comes into play.The Mud Centrifugal Pump is designed to meet the specific requirements of mud transfer applications, offering a range of features and benefits that make it the perfect solution for handling even the most challenging mud transfer tasks. With its robust construction, high efficiency, and exceptional reliability, this pump has become the go-to choice for companies in need of a reliable and efficient mud transfer solution.One of the key features of the Mud Centrifugal Pump is its innovative design, which is the result of years of research and development by the team at (company name). The pump is built to withstand the harsh conditions often encountered in mud transfer applications, with a heavy-duty construction that ensures durability and longevity. This makes it an ideal choice for use in a wide range of industrial settings, including oil and gas exploration, mining operations, and construction sites.In addition to its durable construction, the Mud Centrifugal Pump is also known for its high efficiency. The pump is designed to deliver maximum performance while minimizing energy consumption, making it a cost-effective choice for companies looking to optimize their mud transfer operations. This high efficiency is achieved through the use of advanced technology and precision engineering, which allows the pump to deliver consistent results with minimal energy input.Another key advantage of the Mud Centrifugal Pump is its exceptional reliability. With a proven track record of performance in the field, this pump has earned a reputation for dependable and consistent operation, even in the most demanding conditions. This reliability is the result of the pump's advanced design and high-quality components, which are engineered to deliver long-lasting performance with minimal maintenance requirements.The Mud Centrifugal Pump is also known for its versatility, with a range of sizes and configurations available to suit the specific needs of different applications. Whether it's a small-scale operation or a large industrial facility, the pump can be customized to meet the unique requirements of each customer, ensuring optimal performance and efficiency in every situation.As a leading manufacturer of mud transfer equipment, (company name) is committed to delivering innovative and reliable solutions to its customers. With a focus on quality, performance, and customer satisfaction, the company has established itself as a trusted provider of high-quality pumps and related equipment. The Mud Centrifugal Pump is just one example of the company's commitment to excellence, and its ongoing efforts to meet the evolving needs of the industry.In conclusion, the Mud Centrifugal Pump from (company name) is a game-changer for the mud transfer industry, offering a combination of durability, efficiency, and reliability that sets it apart from other options on the market. With its innovative design, high performance, and customizable options, this pump is the perfect choice for companies looking to streamline their mud transfer operations and achieve optimal results. As the demand for high-quality mud transfer equipment continues to grow, the Mud Centrifugal Pump is poised to become an essential tool for companies across a wide range of industries.
Highly Efficient and Durable 3x4 Centrifugal Pump for Mission Purposes
Mission 3x4 Centrifugal Pump, a Leading Innovation in Water Pump TechnologyIn the world of industrial and agricultural machinery, the name {Company Name} has been synonymous with cutting-edge technology and top-quality products for over two decades. With a strong commitment to innovation and customer satisfaction, {Company Name} has continually raised the bar for excellence in the industry. The latest addition to their extensive product line is the Mission 3x4 Centrifugal Pump, a game-changing innovation that promises to revolutionize the way water is pumped and distributed.The Mission 3x4 Centrifugal Pump is designed to meet the growing demand for efficient, reliable, and high-performance water pumps in a wide range of applications. Whether it's agricultural irrigation, industrial water supply, or municipal water distribution, this innovative pump is engineered to deliver superior performance and unmatched durability. With a maximum flow rate of 1000 gallons per minute and a maximum head of 360 feet, the Mission 3x4 Centrifugal Pump is capable of handling even the most demanding water pumping tasks with ease.One of the key features that sets the Mission 3x4 Centrifugal Pump apart from its competitors is its advanced design and construction. The pump housing is made of high-quality cast iron, ensuring exceptional strength and resistance to corrosion. The impeller and other crucial components are precision-engineered to deliver maximum efficiency and performance, while the heavy-duty bearings and seals are designed to withstand the rigors of continuous operation in tough working environments. In addition, the pump is equipped with a powerful motor that provides reliable and consistent power for extended periods of use.Furthermore, the Mission 3x4 Centrifugal Pump is designed with ease of maintenance and serviceability in mind. Its modular design allows for quick and convenient access to critical components, making inspection, repair, and replacement a breeze. This not only minimizes downtime but also reduces the overall cost of ownership, making it an attractive choice for budget-conscious customers. Moreover, the pump is backed by {Company Name}'s renowned customer support and after-sales service, ensuring peace of mind for customers and maximizing the lifespan of the equipment.Another noteworthy aspect of the Mission 3x4 Centrifugal Pump is its energy efficiency and environmental sustainability. By utilizing state-of-the-art design principles and materials, the pump is able to deliver exceptional performance while minimizing energy consumption. This not only results in cost savings for the end user but also reduces the carbon footprint, contributing to a greener and more sustainable future. In an era where environmental responsibility is paramount, the Mission 3x4 Centrifugal Pump stands out as a shining example of responsible and forward-thinking engineering.As a testament to its outstanding quality and performance, the Mission 3x4 Centrifugal Pump has already garnered attention and accolades from industry experts and customers alike. Its robust construction, cutting-edge technology, and exceptional performance have set a new standard for water pumps, firmly establishing it as a leading innovation in the field. With its versatility and reliability, the pump is poised to make a significant impact in a wide range of industries and applications, meeting the diverse needs of customers around the world.In conclusion, the Mission 3x4 Centrifugal Pump represents the pinnacle of water pump technology, embodying {Company Name}'s unwavering commitment to excellence and innovation. With its outstanding performance, durability, and energy efficiency, it is set to redefine the standards for water pumping equipment, empowering customers with a reliable and efficient solution for their water management needs. As {Company Name} continues to push the boundaries of engineering and manufacturing, the Mission 3x4 Centrifugal Pump stands as a shining example of their dedication to delivering top-quality products that make a positive difference in the world.
i.e. from "Kubota Slurry Tank Agitator named best new product at agricultural expo" to "Slurry Tank Agitator named best new product at agricultural expo" "Slurry Tank Agitator named best new product at agricultural expo
Slurry Tank Agitator Technology Revolutionizes the Mining IndustryMining is an essential industry that serves as a backbone for numerous other sectors, from construction and manufacturing to technology and robotics. However, mining is also one of the most challenging industries in the world, due to its inherent threats to the environment and worker safety, as well as the complex engineering and logistical challenges involved in extracting minerals from the earth. One of the key challenges that mining companies face is ensuring that the slurry tanks that are used to extract and process minerals are efficient, reliable, and safe. For years, mining companies have been using outdated, inefficient, and potentially dangerous slurry tank agitator technology, but a new solution is now available that is revolutionizing the industry.The new slurry tank agitator technology, developed and manufactured by a leading global engineering company that specializes in complex industrial and mining applications (company name redacted), is set to transform the way the mining industry operates. This innovative technology combines powerful motors, high-tech gearboxes, and advanced impeller designs to create a system that is highly efficient, reliable, and safe. Unlike traditional agitators, which often require high levels of maintenance and can be prone to breakdowns and accidents, the new system is designed to require minimal maintenance and is extremely durable and long-lasting.The new slurry tank agitator technology from (company name redacted) is also highly flexible, with customizable designs that can be tailored to the specific needs of individual mining operations. This means that mining companies can benefit from a system that is optimized for their specific requirements, such as the size and shape of their tanks, the type of minerals they are extracting, and the processing methods they are using.One of the key benefits of the new technology is its ability to improve safety in mining operations. Slurry tanks can pose significant risks to workers, especially when the agitator systems are not functioning properly. Traditional agitators can be noisy, require frequent maintenance, and can be prone to leaks and other malfunctions that can cause serious accidents or injuries. The new technology from (company name redacted) significantly reduces these risks, with a design that is much quieter, more energy-efficient, and less prone to malfunctions.In addition, the new system also improves the environmental performance of mining operations. Traditional slurry tank agitators can be energy-intensive and produce significant amounts of noise, which can be harmful to the surrounding environment. The new technology from (company name redacted) is both energy-efficient and quiet, minimizing the impact of mining operations on the environment.Perhaps most importantly, the new slurry tank agitator technology from (company name redacted) delivers significant cost savings to mining companies. Traditional agitators can be expensive to maintain and repair, requiring frequent downtime and incurring high maintenance costs. The new technology, by contrast, requires minimal maintenance and can be operated more efficiently, reducing energy costs and other operational expenses.The benefits of the new technology are already being felt by mining companies around the world. (company name redacted) has partnered with a number of leading mining companies to deliver customized slurry tank agitator solutions that improve efficiency, safety, and environmental performance. These partnerships have resulted in substantial cost savings, improved operational performance, and a safer, more sustainable mining industry.In conclusion, the new slurry tank agitator technology from (company name redacted) represents a significant breakthrough in the mining industry. This innovative technology offers a range of benefits, including improved safety, reduced environmental impact, and significant cost savings. By partnering with (company name redacted) to implement this technology in their operations, mining companies can benefit from a more efficient, reliable, and sustainable approach to slurry tank agitator technology.
Durable Urethane Panel for Various Applications - Ultimate Guide
Leading Urethane Panel Manufacturer Introduces TH48-30X.85MT Urethane PanelThe renowned urethane panel manufacturer, known for its commitment to quality and innovation, has introduced their latest product - the TH48-30X.85MT Urethane Panel. This new addition to their extensive range of urethane panels is set to revolutionize the industry with its advanced features and unparalleled performance.The TH48-30X.85MT Urethane Panel is designed to meet the diverse needs of various industries, including mining, construction, and agriculture. The company has leveraged its expertise and state-of-the-art manufacturing facilities to create a product that offers exceptional durability, wear resistance, and impact strength. This makes it an ideal solution for applications that require reliable and long-lasting performance, even in the most demanding environments.One of the key highlights of the TH48-30X.85MT Urethane Panel is its unique formulation, which incorporates high-quality materials to deliver exceptional performance. The company's team of experts has meticulously developed the urethane panel to ensure that it meets the highest industry standards and exceeds customer expectations. Additionally, the panel is engineered to provide superior flexibility and resilience, enabling it to withstand heavy loads and abrasive materials without compromising its integrity.The TH48-30X.85MT Urethane Panel also boasts a specially designed surface that minimizes material buildup and reduces maintenance requirements. This feature is particularly beneficial for industries such as mining and quarrying, where material buildup can hamper equipment performance and lead to costly downtime. By incorporating this innovative design, the company has demonstrated its commitment to providing practical solutions that address the real-world challenges faced by its customers.Moreover, the company's commitment to sustainability is reflected in the TH48-30X.85MT Urethane Panel, which is manufactured using environmentally friendly processes and materials. This aligns with the company's vision of promoting sustainable practices while delivering high-performance products to its customers. By choosing the TH48-30X.85MT Urethane Panel, customers can contribute to their environmental efforts without compromising on quality or performance.In addition to its impressive technical specifications, the TH48-30X.85MT Urethane Panel is backed by the company's renowned customer support and technical assistance. The company's team of experts is dedicated to helping customers choose the right products for their specific applications and providing ongoing support to ensure optimal performance and longevity. This comprehensive approach sets the company apart in the industry and reinforces its position as a trusted partner for businesses around the world.As the company expands its product portfolio with the introduction of the TH48-30X.85MT Urethane Panel, customers can look forward to a wider range of options that cater to their evolving needs. The company's relentless pursuit of innovation and improvement is driven by its dedication to delivering value to its customers and setting new benchmarks in the industry. With their extensive experience and commitment to excellence, customers can trust that the company will continue to lead the way in urethane panel solutions.In conclusion, the introduction of the TH48-30X.85MT Urethane Panel marks a significant milestone for the leading urethane panel manufacturer. With its advanced features, exceptional performance, and commitment to sustainability, the TH48-30X.85MT Urethane Panel is set to redefine industry standards and exceed customer expectations. As the company continues to innovate and expand its product offerings, customers can rely on its expertise and support to drive their success.
Essential Software Solutions and Technology Advancements for Effective Exploration Decision-Making
Exploring for minerals and metals is a complex, costly and time-consuming process. However, technology advancements have significantly changed the exploration industry over the past decade by providing innovative solutions that enhance exploration efficiencies. From remote sensing to geophysical surveys, cutting-edge technologies have emerged to increase accuracy and reduce the risks associated with mineral exploration. One aspect of exploration that has benefited from advances in technology is drill cuttings management.Drill cuttings management is a critical aspect of any mining exploration program. It involves collecting and analyzing the rock fragments or cuttings produced during drilling operations. These cuttings can be analyzed to provide essential geological information such as the mineralogy, rock type, and structure of the underlying deposit. Information from drill cuttings is used by geologists and mining engineers to make informed decisions regarding the next drilling location, prioritize targets, and guide further exploration.In the past, the process of managing drill cuttings was time-consuming and human-intensive, which resulted in delays in decision-making and high exploration costs. Nowadays, however, due to advances in digital technologies, the process has become more efficient and cost-effective.One of the leading solutions to drill cuttings management is remote sensing, which relies on the use of unmanned aerial vehicles (UAVs) to capture high-resolution images of the drilled area. The images are then analyzed using machine learning algorithms, which can accurately identify and interpret geological features, automate data processing, and improve the accuracy of the exploration data.Another technology that has transformed drill cuttings management is the use of real-time data analytics. Instead of waiting for samples to be analyzed in a laboratory, real-time data analytics can provide information on the properties of the material being drilled. This technology has the potential to be a game-changer in the exploration industry, improving the efficiency of the exploration program by providing instant feedback to exploration teams while drilling is still in progress.The use of mobile apps is another technology that has revolutionized the management of drill cuttings. Exploration teams can use mobile apps to collect data, input geological information, and track drilling progress. The apps can also be used to upload and analyze the data, which provides an interactive platform for the exploration team to collaborate. The use of mobile apps promotes critical decision-making in real-time, thus reducing the risks associated with mineral exploration.In conclusion, the exploration industry has benefited greatly from technological advancements in drill cuttings management. The use of UAVs, real-time data analytics, mobile apps and machine learning algorithms offer a more efficient and cost-effective approach to exploration. As the exploration industry continues to evolve, it is expected that we will see further advances in drill cuttings management, which will continue to drive efficiencies in the exploration process.
Refilling Device and Water Supplying Device in China - Latest News
China Refilling Device and Water Supplying Device is a leading company in the field of water management and sustainability. With a focus on providing innovative solutions for water conservation and management, China Refilling Device and Water Supplying Device has been at the forefront of developing cutting-edge technologies to address the world's growing water challenges.The company's mission is to provide efficient and sustainable water management solutions that can help address the global water crisis. With a strong commitment to research and development, China Refilling Device and Water Supplying Device has been instrumental in developing a range of products and technologies that help conserve and manage water resources effectively.One of the company's key products is the Refilling Device, which is designed to provide a convenient and efficient way for consumers to refill their water containers. This device is equipped with state-of-the-art technology that ensures accurate measurement and dispensing of water, eliminating wastage and promoting water conservation. The Refilling Device is user-friendly and can be easily installed in various locations, including public spaces, offices, and residential areas.In addition to the Refilling Device, China Refilling Device and Water Supplying Device also offers a Water Supplying Device that is designed to provide clean and safe drinking water to communities and businesses. This device uses advanced filtration and purification technologies to ensure that the water supplied meets the highest quality standards. By providing a reliable and sustainable source of drinking water, the Water Supplying Device plays a crucial role in improving public health and hygiene.The company's commitment to sustainability and environmental responsibility is evident in its emphasis on developing products and technologies that minimize water wastage and promote efficient water use. By providing innovative solutions for water management, China Refilling Device and Water Supplying Device is contributing to the global efforts to address water scarcity and ensure the availability of clean and safe water for future generations.China Refilling Device and Water Supplying Device's dedication to research and development has enabled it to stay ahead of the curve in the water management industry. The company continues to invest in cutting-edge technologies and partnerships with leading organizations to further its mission of promoting sustainable water management practices.In addition to its technological innovations, China Refilling Device and Water Supplying Device also places a strong emphasis on education and community engagement. The company regularly conducts outreach programs and workshops to raise awareness about water conservation and the importance of sustainable water management. By empowering individuals and communities with knowledge and resources, China Refilling Device and Water Supplying Device is helping to build a more water-resilient future.The impact of China Refilling Device and Water Supplying Device's work extends beyond its home country, as the company actively collaborates with international partners to share its expertise and technology with the global community. Through its participation in global forums and initiatives, China Refilling Device and Water Supplying Device is contributing to the development of sustainable water management practices on a global scale.As the world continues to face increasing water challenges, the work of companies like China Refilling Device and Water Supplying Device is more important than ever. By providing innovative solutions for water conservation and management, China Refilling Device and Water Supplying Device is playing a crucial role in ensuring the sustainable use of water resources for generations to come.With its unwavering dedication to sustainability and technological innovation, China Refilling Device and Water Supplying Device is poised to make a significant impact on the global water management landscape. As the company continues to expand its reach and influence, it is likely to play a pivotal role in shaping the future of water management and sustainability worldwide.
Top Quality Drill Rig Components for Efficient Drilling Rig Operations
China drilling rig parts and drill drilling rig drawworks are gaining recognition and popularity in the global market. These high-quality products have become a top choice for companies in need of reliable drilling equipment. With their advanced technology and excellent performance, they have managed to leave a lasting impression on customers worldwide.China is known for its vast manufacturing capabilities, and the drilling rig industry is no exception. The country has made significant progress in this sector and has established itself as a leading manufacturer and exporter of drilling rig parts and drawworks. Chinese companies have successfully filled the gap in the market with their superior products, offering cost-effective solutions to customers around the globe.One of the key players in this industry is a renowned Chinese company, recognized for its excellence in manufacturing drilling rig parts and drawworks. With a strong emphasis on research and development, this company has been able to produce cutting-edge products that meet the highest industry standards. Their commitment to innovation and continuous improvement has helped them stay ahead of the competition and maintain a strong market presence.Advanced technology lies at the core of these drilling rig parts and drawworks. Equipped with state-of-the-art features, they ensure smooth and efficient operations in drilling projects. The company's engineers and technicians work tirelessly to develop new and improved designs, integrating the latest technological advancements into their products. This focus on innovation has driven the company's success and positioned them as industry leaders.Quality is another aspect that sets these Chinese products apart from the competition. The company adheres to strict quality control measures throughout the manufacturing process, ensuring that every part and component meets the highest standards. Stringent inspection procedures and rigorous testing guarantee the reliability and longevity of their products. Customers can have peace of mind knowing that they are investing in top-notch equipment that will perform flawlessly on their drilling sites.In addition to their exceptional performance, these drilling rig parts and drawworks also offer great value for money. Chinese manufacturers are known for their competitive pricing, making their products an attractive choice for businesses looking to maximize their return on investment. The combination of affordability and quality has contributed to the growing demand for Chinese drilling rig equipment in the global market.Furthermore, the company's customer-centric approach is another factor that has fueled their success. They prioritize customer satisfaction and aim to establish long-term partnerships with their clients. By providing excellent after-sales service and technical support, they ensure that customers receive the assistance they need throughout the lifespan of their equipment. This commitment to customer care has earned them a loyal customer base and positive reputation.As awareness of the quality and reliability of China's drilling rig parts and drawworks continues to grow, more companies are turning to Chinese manufacturers for their drilling equipment needs. The country's dedication to innovation, emphasis on quality, competitive pricing, and customer focus have positioned them as key players in the global market. With their advanced technology and outstanding performance, Chinese drilling rig parts and drawworks are taking the industry by storm.In conclusion, China's drilling rig parts and drawworks have emerged as trusted and sought-after products in the global market. These high-quality and technologically advanced offerings have captured the attention of companies worldwide. With a commitment to innovation, stringent quality control, competitive pricing, and excellent customer service, Chinese manufacturers have secured their place as market leaders. As demand for drilling equipment continues to grow, China's contribution to the industry is set to remain significant.
Exploring the Immersive World of MUD: A Text-based Multiplayer Gaming Experience
In the world of gaming, there exists a unique type of game that is just as captivating as its counterparts, but is described entirely through text. We are talking about MUDs or Multi-User Dungeons. MUDs are fantastic virtual worlds that combine aspects of role-playing games, hack-and-slash games, interactive fiction, and online chat, to create a new type of gaming experience.In a MUD, players read descriptions of rooms, objects, and non-player characters in text form. With their imagination as their weapon, players can immerse themselves fully in a richly detailed environment where they can explore, battle, and interact with other players in real-time.One of the key features of MUDs is the ability to level up and acquire Mud equipment as players progress through the game. Mud equipment is any item or gear that a player can use to enhance their character and help them overcome greater challenges. This equipment can include powerful weapons, durable armor, magical artifacts, and useful consumables.The thrill of acquiring new Mud equipment is a significant motivator for players to continue playing MUDs. It not only improves their character’s abilities, but it also shows off their accomplishments to other players. With every level and piece of equipment gained, players become stronger and more capable of facing the toughest challenges that the game has to offer.In conclusion, MUDs are a unique and immersive gaming experience that offers a world of endless possibilities. With the ability to acquire Mud equipment, players are further incentivized to explore and interact with other players in ways they might not have imagined before. If you haven’t tried MUDs yet, give it a go and prepare to be amazed!
Discover the Benefits of Utilizing a High-Quality Drilling Mud Desilter
Drilling Mud Desilter – The Solution to Efficient Drilling OperationsDrilling operations in the oil and gas industry involve various stages and processes to ensure the successful extraction of hydrocarbons. One such stage is drilling mud cleaning, which is vital to ensure the effectiveness of the drilling process. Drilling mud, a mixture of fluids, solids, and chemicals, is used to lubricate and cool the drill bit, as well as to transport the drilled cuttings to the surface. Over time, the drilling mud becomes contaminated with solids and other impurities, which can cause operational problems, impede drilling efficiency, and could even lead to equipment failure. To address these concerns, companies are turning to Drilling Mud Desilters.Drilling Mud Desilters are equipment designed to remove impurities from drilling mud, leaving behind a clean and reusable liquid. The process involves separating solids from liquids, ensuring that only the necessary components remain, and the contaminants are removed. This process prevents operational problems during drilling operations, improves drilling efficiency, and increases the lifespan of the equipment used.One company leading the charge in producing efficient Drilling Mud Desilters is a pioneer in engineering solutions. With over ten years of industry experience in providing drilling equipment and services, their commitment to excellence is evident in their outstanding product design and reliable customer service. The company has designed a range of Desilters, each tailored to solve specific customer challenges, and with the capacity to handle a wide range of drilling mud.Some of the benefits of using the Drilling Mud Desilter include improved efficiency, reduced downtime, reduced operating costs and increased lifespan for drilling equipment. This equipment is also critical in mitigating environmental challenges, limiting pollution, and ensuring a healthy, safe working environment for the workforce.The company has established a reputation for providing top-quality products and services, and this is no different for their line of Drilling Mud Desilters. The equipment is designed for durability, reliability, and efficiency while remaining affordable and eco-friendly. The equipment is made from high-quality materials that are built to withstand the harsh conditions of drilling operations, ensuring a long lifespan with minimal maintenance.This company's Drilling Mud Desilter is also user-friendly, easy to operate, and provides quick results. Their products are built with state-of-the-art technology, designed to meet the needs and demands of today's drilling industry. Additionally, the company provides exceptional customer support, ensuring that any concerns are addressed promptly and satisfactorily.In conclusion, Drilling Mud Desilters are essential equipment that no drilling operation can function without. They are imperative in ensuring operational cost saving, improved efficiency, and a sustainable solution to drilling-related environmental challenges. Thus, investing in reliable, durable, and cost-effective Drilling Mud Desilters, such as those offered by this company, can set the pace for continued success in drilling operations.
Top-rated Drilling Fluids Agitator - Find the Best Quality at An Affordable Price
Drilling Fluids Agitator Revolutionizes Oil and Gas IndustryThe oil and gas industry has always been at the forefront of technological advancements, constantly seeking innovative solutions to improve efficiency and productivity. One such innovation that is making waves in the industry is the drilling fluids agitator developed by a leading company in the sector.The drilling fluids agitator is a crucial tool used in the process of drilling for oil and gas. It plays a vital role in maintaining the proper consistency and viscosity of the drilling fluids, which is essential for the success of drilling operations. The agitator is used to effectively mix the various components of the drilling fluids, ensuring that they are well blended and ready for use in the drilling process.The agitator's design and functionality are what set it apart from traditional agitators used in the industry. It is equipped with state-of-the-art technology that allows for precise control and monitoring of the mixing process. This technology enables operators to adjust the agitator's speed and intensity according to the specific requirements of the drilling fluids, ensuring optimal performance and consistency.Furthermore, the agitator is designed to withstand the harsh and demanding conditions typically encountered in drilling operations. Its robust construction and durable materials ensure that it can operate seamlessly in extreme temperatures and high-pressure environments, providing reliability and longevity for continuous use.The company behind the development of this innovative agitator has a long-standing reputation for delivering high-quality equipment and solutions to the oil and gas industry. With decades of experience and expertise in the field, the company has consistently been at the forefront of technological advancements, driving innovation and pushing the boundaries of what is possible in the industry.Through continuous research and development, the company has been able to stay ahead of the curve, anticipating the needs and challenges of the industry and developing solutions that address them effectively. The drilling fluids agitator is a prime example of the company's commitment to innovation and excellence, setting a new standard for agitators in the oil and gas sector.In addition to its cutting-edge technology, the company also prides itself on its dedication to customer satisfaction and support. It provides comprehensive training and technical assistance to ensure that operators can maximize the potential of the agitator and operate it safely and efficiently. This level of support and service has earned the company a loyal and satisfied customer base, further solidifying its position as a leader in the industry.The impact of the drilling fluids agitator on the oil and gas industry has been significant. Its introduction has led to improvements in drilling operations, resulting in enhanced efficiency, reduced downtime, and ultimately, cost savings for companies. By streamlining the mixing process and ensuring the consistency of drilling fluids, the agitator has contributed to improved overall performance and productivity in drilling operations.Looking ahead, the company is committed to furthering the development of innovative solutions for the oil and gas industry. It continues to invest in research and development, exploring new technologies and approaches to address the evolving needs of the industry. With a strong focus on sustainability and environmental responsibility, the company aims to develop solutions that not only improve efficiency but also minimize the impact on the environment.In conclusion, the drilling fluids agitator has proven to be a game-changer in the oil and gas industry, showcasing the impact that advanced technology and innovative solutions can have on the sector. With its state-of-the-art design, robust construction, and unparalleled performance, the agitator has set a new standard for drilling equipment, paving the way for a more efficient and sustainable future in the industry. As the company continues to lead the charge in innovation, it is poised to shape the future of drilling operations with its groundbreaking solutions.