
Discover the Versatility of Flat Shaker Screens for Effective Solid Separation
By:Admin
The drilling industry is constantly evolving, with new technologies and equipment constantly emerging to improve efficiency and operational capabilities. One such innovation making waves in the sector is the FLC 500 Flat Shaker Screen, a groundbreaking solution developed by a prominent industry player.
Designed to enhance the performance and productivity of drilling operations, the FLC 500 Flat Shaker Screen is revolutionizing the way drilling companies approach their work. With its advanced features and engineering excellence, this game-changing technology has gained significant recognition within the industry.
The FLC 500 Flat Shaker Screen is the result of extensive research and development by a leading drilling equipment manufacturer. Leveraging their rich experience and expertise, the company identified a need for an improved shaker screen solution to overcome the challenges faced by drilling companies.
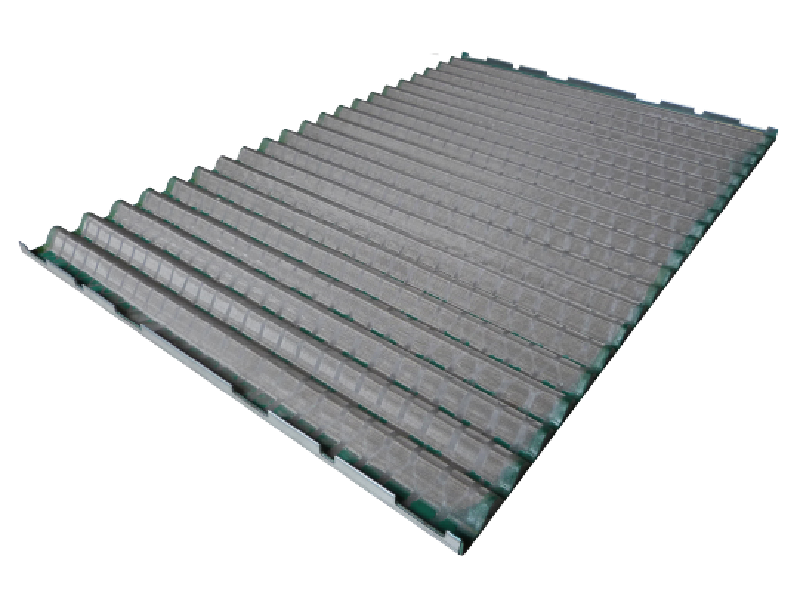
One of the key features that sets the FLC 500 Flat Shaker Screen apart from its competitors is its flat design. This innovative construction ensures optimal solids control, allowing for more efficient separation of drilling fluids and solids during the drilling process. The flat screen surface provides a larger area for fluid dewatering, maximizing the screen's capacity and performance.
Additionally, the FLC 500 Flat Shaker Screen boasts enhanced durability and longevity. Crafted using high-quality materials and state-of-the-art manufacturing techniques, this robust solution withstands the harsh operating conditions typically encountered in drilling operations. Its extended lifespan not only reduces operational downtime but also significantly lowers maintenance and replacement costs.
Furthermore, the FLC 500 Flat Shaker Screen offers exceptional versatility. Compatible with various drilling equipment, it seamlessly integrates with existing systems, ensuring a hassle-free installation process. Its adaptability empowers drilling companies to upgrade their equipment without requiring substantial modifications, thereby improving operational efficiency and saving valuable time.
The company behind this breakthrough innovation is known for its commitment to delivering superior technology with a focus on customer satisfaction. With a relentless dedication to research and development, combined with a customer-centric approach, they have earned a reputation as a trusted and reliable partner in the drilling industry.
The FLC 500 Flat Shaker Screen is just one example of the company's commitment to innovation. Their extensive product portfolio includes a range of drilling equipment tailored to meet the unique needs and challenges of the industry. From screens to pumps, they offer comprehensive solutions that cater to diverse drilling requirements.
In addition to their cutting-edge technology, the company places great emphasis on customer support and service. Their team of highly skilled professionals provides industry-leading technical assistance and on-site support to ensure seamless integration and optimal performance of their equipment. This dedication to customer satisfaction has positioned them as a preferred supplier amongst drilling companies worldwide.
The introduction of the FLC 500 Flat Shaker Screen marks a significant milestone in the drilling industry. With its flat design, enhanced durability, and unmatched versatility, it is transforming the way drilling operations are conducted. As companies continue to prioritize efficiency and productivity, this revolutionary technology is set to play a pivotal role in shaping the future of the drilling industry.
Company News & Blog
Unlocking the Secrets of Mud Drilling: Everything You Need to Know
Title: Cutting-Edge Mud Drilling Technology Revolutionizes the Oil Extraction ProcessIntroduction:Innovation continues to shape the oil and gas industry as companies strive to improve efficiency and maximize production rates. We are excited to introduce a groundbreaking mud drilling technology, one that promises to revolutionize the oil extraction process. Developed by an industry-leading entity, this cutting-edge technology, referred to as MD-TECH (name disguised), has already garnered attention due to its potential to unlock new reservoirs and enhance the recovery of existing fields. This news article will delve into the features and advantages of this innovative mud drilling technology.1. Understanding MD-TECH:Developed after years of research and development, MD-TECH is a proprietary mud drilling technology that replaces traditional drilling techniques. It combines the use of advanced machinery and precisely engineered drilling muds to significantly enhance drilling and extraction processes.The unique selling point of MD-TECH lies in its ability to maintain precise control over both drilling pressure and characteristics of the drilling fluid. This high level of control ensures drilling operations are performed with accuracy, minimizing the risk of reservoir damage and improving overall efficiency.2. Unparalleled Advantages:MD-TECH offers numerous advantages over conventional drilling methods:a) Enhanced Safety: The technology's advanced sensors constantly monitor drilling operations, enabling quick response to any unexpected changes. This enhanced safety feature minimizes the risk of accidents and ensures drilling personnel can effectively manage potential emergencies.b) Superior Drilling Performance: The highly controlled drilling parameters provided by MD-TECH result in more accurate drilling paths, reducing the chances of deviation or accidental damage to the reservoir formation. This precision leads to increased well productivity and reduces the overall drilling time.c) Reduced Environmental Impact: By utilizing advanced drilling muds, MD-TECH significantly minimizes the environmental impact of drilling operations. These specially formulated muds are designed to reduce toxic emissions and prevent contamination of groundwater, ensuring a more sustainable and eco-friendly extraction process.3. Unleashing New Opportunities:The implementation of MD-TECH presents exciting new opportunities for the oil and gas industry. With its enhanced drilling capabilities, companies can explore previously untapped or hard-to-reach reservoirs.The technology's ability to minimize drilling-related damages allows for more extensive exploitation of existing reservoirs, including those with complex geological structures. This opens up a wealth of potential resources that were previously deemed too challenging or uneconomical to access.4. Global Implementation:Recognizing the immense potential of MD-TECH, our company has successfully deployed this technology in several drilling projects across the globe. Early results have been highly encouraging, showcasing the technology's ability to improve production rates and overall operational efficiency.The success of MD-TECH has also attracted interest from other industry players, who are keen to adopt this innovative drilling technology. Collaborations and partnerships are being forged to leverage its advantages and create a global platform for sharing knowledge and best practices.Conclusion:Innovation in the oil and gas sector is essential to address the growing demands for energy while minimizing environmental impact. MD-TECH, a revolutionary mud drilling technology, offers a unique solution to these challenges. With its precise control, increased safety measures, and reduced environmental impact, MD-TECH is set to reshape the oil extraction process, unlocking new reservoirs and maximizing production rates. Oil and gas companies worldwide stand to benefit from this cutting-edge technology, propelling the industry into a more efficient, sustainable, and prosperous future.
How Desilter Works and Its Key Functions in Industrial Settings
Desilter Function and Company IntroductionIn the oil and gas industry, the process of drilling wells involves the use of drilling fluids to lubricate the drilling bit, carry rock cuttings to the surface, and maintain pressure in the wellbore. These drilling fluids often contain solid particles that need to be removed in order to maintain the effectiveness of the fluid and prevent damage to drilling equipment. This is where desilters come in.Desilters are a crucial part of the drilling process, as they are responsible for removing solid particles from the drilling fluid. This process ensures that the drilling fluid remains effective and that the wellbore is kept clean and free of debris. One of the leading companies in providing efficient desilter equipment is [Company name].[Company name] has been a key player in the oil and gas industry for many years, providing a wide range of products and services to support drilling operations. Their desilter equipment is highly regarded for its reliability, efficiency, and durability, making it a preferred choice among drilling professionals.The function of the desilter is to remove solid particles from the drilling fluid, typically in the range of 15 to 44 microns in size. This is accomplished through a process of centrifugal separation, where the drilling fluid is fed into the desilter unit and subjected to high-speed rotation. This causes the solid particles to separate from the fluid and be expelled from the system, leaving behind clean and effective drilling fluid.The desilter equipment offered by [Company name] is designed to deliver superior performance in a variety of drilling conditions. Whether it's onshore or offshore, in shallow or deep wells, their desilters are built to withstand the demands of the drilling environment and provide consistent and reliable particle removal.In addition to their high-performance equipment, [Company name] also offers comprehensive support and service to ensure that their desilters are operating at peak efficiency. This includes on-site installation and training, as well as ongoing maintenance and technical support. By partnering with [Company name], drilling professionals can have confidence in the performance of their desilter equipment and the support of a trusted industry leader.The importance of effective desilter function cannot be overstated in the drilling process. When solid particles are allowed to remain in the drilling fluid, it can lead to a range of problems, including decreased drilling efficiency, increased equipment wear, and potential damage to the wellbore. By investing in high-quality desilter equipment, drilling professionals can ensure that their operations run smoothly and safely, with minimal risk of downtime or equipment failure.As the oil and gas industry continues to evolve, the demand for efficient and reliable desilter equipment will remain a top priority for drilling professionals. With the expertise and quality of [Company name]'s desilter products, the industry can look forward to continued success in meeting the challenges of drilling operations.In conclusion, desilters play a crucial role in the drilling process by removing solid particles from the drilling fluid, and [Company name] stands out as a trusted provider of high-performance desilter equipment. With their commitment to quality, reliability, and customer support, [Company name] is well-positioned to continue supporting the oil and gas industry in meeting the challenges of drilling operations.
Efficient Mud Dewatering Centrifuge for Waste Management and Environmental Cleanup
Mud Dewatering Centrifuge Revolutionizing the Wastewater Treatment Process In today's world, environmental awareness and sustainability are more important than ever. As industries continue to grow and evolve, so too do the challenges related to environmental protection and resource conservation. One of the biggest challenges in many industries, particularly those involved in the production of chemicals, mining, and oil and gas, is the safe and efficient disposal of wastewater. This is where the Mud Dewatering Centrifuge comes into play.The Mud Dewatering Centrifuge, offered by a leading global supplier of industrial equipment and services, has become an indispensable tool for many industries, providing a cost-effective and environmentally friendly solution for the separation and dewatering of solids from liquid waste streams. By removing solids from industrial sludge and wastewater, the centrifuge helps companies reduce their environmental footprint while also saving them time and money.The Mud Dewatering Centrifuge employs a high-speed rotating bowl to separate solids from liquids based on their different densities. The system is capable of handling a wide range of materials, including fine particles and high solid content slurries, making it extremely versatile and suitable for a variety of industrial applications. It is a highly efficient and reliable solution for dewatering large volumes of waste, resulting in a significant reduction in the volume of material that needs to be disposed of, which in turn lowers disposal costs and minimizes environmental impact.With its innovative design and advanced technology, the Mud Dewatering Centrifuge has revolutionized the way industries approach wastewater treatment. This cutting-edge equipment is not only environmentally friendly, but also versatile and easy to operate, allowing for seamless integration into existing industrial processes. Furthermore, it is designed to operate continuously, ensuring maximum throughput and productivity while minimizing downtime and maintenance requirements.Company IntroductionAs a global leader in the provision of industrial equipment and services, our company has a long-standing commitment to delivering innovative solutions that address the evolving needs of our customers and the challenges they face. With a strong focus on sustainability and environmental responsibility, we are dedicated to developing products that help companies minimize their environmental impact and achieve operational excellence.Our comprehensive range of industrial equipment encompasses a wide array of solutions for various applications, including material handling, process equipment, and environmental technologies. We are proud to offer the Mud Dewatering Centrifuge as part of our portfolio, providing our customers with a state-of-the-art solution for their dewatering and solid-liquid separation needs.At our company, we understand the importance of providing not only high-quality equipment, but also exceptional service and support. Our team of experienced professionals is committed to working closely with our customers to understand their unique requirements and provide tailored solutions that deliver tangible results. Whether our customers are looking to improve efficiency, reduce operating costs, or enhance their environmental performance, we are dedicated to helping them achieve their goals.The Mud Dewatering Centrifuge is a testament to our company's ongoing commitment to innovation and sustainability. By offering this advanced and reliable solution, we are empowering industries to effectively manage their wastewater and sludge while also contributing to a cleaner and greener future.In ConclusionThe Mud Dewatering Centrifuge is a game-changer for industries seeking to improve their wastewater treatment processes. Its innovative design, advanced technology, and ability to efficiently separate and dewater solids from liquid waste streams make it an indispensable tool for companies looking to reduce their environmental impact and operating costs.With a strong focus on sustainability and customer satisfaction, our company is proud to offer the Mud Dewatering Centrifuge as part of our comprehensive range of industrial equipment and services. We are committed to helping our customers achieve operational excellence while minimizing their environmental footprint, and we believe that the Mud Dewatering Centrifuge is a key part of that vision.
China Separation Industries Discover the Excellence of Hydrocarbon Recovery Equipment in Solids Control Industries
As industries continue to grow in China, the need for efficient and effective separation equipment has become increasingly important. GN Solids Control, a leading manufacturer of drilling fluids recycling equipment, has expanded their offerings to include hydrocarbon recovery equipment, making them a standout in the separation industry.One of the key areas of focus for GN Solids Control is their solid liquid separator, which effectively removes solids from drilling fluids. This is crucial in the drilling process, as the removal of solids ensures that the drilling fluids can be reused and recycled, reducing waste and cutting down on costs.But GN Solids Control's product offerings go beyond just drilling fluids recycling equipment. Their 3-phase separation filter is another standout product that has garnered attention in the separation industry in China. This filter is designed to separate liquids and solids of different densities, as well as oil and water, making it ideal for use in a variety of industries.One of the biggest advantages of GN Solids Control's products is their efficiency. The solid liquid separator and 3-phase separation filter are designed to operate at a high processing rate, enabling customers to achieve greater productivity and throughput.But efficiency is only part of the equation. GN Solids Control's products are also designed with durability and reliability in mind. They are built to last, even in the harshest of operating conditions. This makes them an excellent investment for any business looking to streamline their operations and improve their bottom line.In addition to their high-quality products, GN Solids Control is known for their exceptional customer service and technical support. They have a team of experienced professionals who are dedicated to helping customers get the most out of their equipment. Whether they need assistance with installation, training, or ongoing maintenance, GN Solids Control is there to help every step of the way.Overall, GN Solids Control's hydrocarbon recovery equipment has made them a standout in the separation industry in China. Their solid liquid separator and 3-phase separation filter are both efficient and reliable, making them an excellent investment for any business in need of separation equipment. And with their exceptional customer service and technical support, customers can rest assured that they are in good hands with GN Solids Control.
Centrifuges for Efficient Sludge Dewatering: The Ultimate Guide
Centrifuges for Sludge Dewatering: A Breakthrough in Waste ManagementIn recent years, the issue of sludge management has become a growing concern for various industries, municipalities, and environmental organizations. Sludge, which is a byproduct of wastewater treatment and industrial processes, poses a significant challenge for disposal and management due to its high moisture content and potential environmental hazards. However, with the advancement of technology and innovation in the field of waste management, new solutions have emerged to address this pressing issue. One such solution is the use of centrifuges for sludge dewatering, which has proven to be a game-changer in the industry.One company at the forefront of this breakthrough is {}. With years of experience in the design, manufacturing, and distribution of industrial separation and filtration equipment, {} has established itself as a leading provider of centrifuges for sludge dewatering. The company's commitment to innovation, efficiency, and environmental sustainability has led to the development of state-of-the-art centrifuge technology that effectively reduces the moisture content of sludge, making it easier and more cost-effective to handle and dispose of.The centrifuges manufactured by {} are designed to achieve maximum dewatering efficiency while minimizing energy consumption and operational costs. This is achieved through the use of advanced centrifuge designs, high-quality materials, and precision engineering. The result is a reliable and high-performance sludge dewatering solution that meets the evolving needs of various industries and organizations.One of the key advantages of {}'s centrifuges is their versatility and adaptability to different types of sludge. Whether it's municipal wastewater sludge, industrial byproducts, or other organic materials, the centrifuges are capable of effectively separating the solids from the liquid phase, resulting in a significant reduction in the volume and weight of the sludge. This not only makes it easier to transport and dispose of the sludge but also reduces the environmental impact and overall costs associated with sludge management.Furthermore, {}'s centrifuges are designed with user-friendly controls and automation features, ensuring ease of operation and maintenance. This not only enhances the overall efficiency of the dewatering process but also allows for seamless integration into existing waste management systems. Additionally, the company offers comprehensive technical support and training to ensure that customers can maximize the performance and lifespan of their centrifuges.In addition to the technological prowess of its centrifuges, {} is committed to sustainability and environmental responsibility. The company strives to minimize the environmental footprint of its products and operations, adhering to stringent quality and environmental management standards. This commitment is reflected in the energy-efficient design of the centrifuges, as well as the company's efforts to promote the recycling and reuse of dewatered sludge, further contributing to a more sustainable waste management approach.As a result of its dedication to excellence and innovation, {} has earned a reputation as a trusted partner for organizations in need of effective sludge dewatering solutions. With a global presence and a diverse customer base, the company has successfully implemented its centrifuge technology in a wide range of industries, including wastewater treatment plants, food processing facilities, chemical and petrochemical plants, and more.The use of centrifuges for sludge dewatering represents a significant step forward in the field of waste management, offering a viable and sustainable solution to the challenges posed by sludge disposal. With {}'s cutting-edge centrifuge technology, industries and municipalities can achieve greater efficiency, cost savings, and environmental compliance in their sludge management practices. As the demand for more effective and sustainable waste management solutions continues to grow, {} remains at the forefront, driving innovation and setting new standards for sludge dewatering technology.
Quality Engine Parts for Machinery: A Complete Guide
China Machinery Parts and Engine Parts has been a leading provider of high-quality machinery and engine parts for a wide range of industries. The company has built a strong reputation for delivering precision-engineered parts that meet the strictest quality standards. With a focus on innovation and continuous improvement, China Machinery Parts and Engine Parts has positioned itself as a trusted partner for businesses seeking reliable and durable parts for their machinery and engines.The company specializes in producing a wide variety of machinery and engine parts, including but not limited to, pistons, cylinders, valves, gaskets, seals, and bearings. With an extensive product range, China Machinery Parts and Engine Parts is able to serve diverse industries such as automotive, construction, agriculture, and marine.One of the key factors that sets China Machinery Parts and Engine Parts apart from its competitors is its commitment to quality. The company has invested in state-of-the-art manufacturing facilities and employs a team of highly skilled engineers and technicians who ensure that every part meets the highest standards of precision and reliability. By leveraging advanced technologies and stringent quality control processes, China Machinery Parts and Engine Parts has been able to consistently deliver parts that exceed customer expectations.In addition to its dedication to quality, China Machinery Parts and Engine Parts also places a strong emphasis on innovation. The company continuously invests in research and development to stay ahead of industry trends and develop cutting-edge solutions for its customers. This commitment to innovation has enabled China Machinery Parts and Engine Parts to introduce new and improved parts that enhance the performance and longevity of machinery and engines.Furthermore, China Machinery Parts and Engine Parts has built a robust global supply chain that enables it to efficiently distribute its products to customers around the world. By partnering with reliable logistics providers, the company ensures that its parts are delivered on time and in pristine condition, no matter where its customers are located.Despite the challenges posed by the global pandemic, China Machinery Parts and Engine Parts has remained steadfast in its commitment to supporting its customers. The company has implemented rigorous safety protocols in its facilities to protect its employees and maintain uninterrupted production. Additionally, China Machinery Parts and Engine Parts has worked closely with its supply chain partners to mitigate potential disruptions and ensure the continued availability of its parts.Looking ahead, China Machinery Parts and Engine Parts is poised for continued growth and success. The company remains dedicated to providing exceptional parts and service to its customers, while also exploring new opportunities for expansion and diversification. With its unwavering focus on quality, innovation, and customer satisfaction, China Machinery Parts and Engine Parts is well-positioned to cement its position as a leader in the global machinery and engine parts industry.In conclusion, China Machinery Parts and Engine Parts has established itself as a world-class provider of high-quality machinery and engine parts. With a steadfast commitment to quality, innovation, and customer satisfaction, the company has earned the trust and loyalty of businesses across diverse industries. As it continues to grow and expand its presence in the global market, China Machinery Parts and Engine Parts is poised to remain a top choice for businesses seeking reliable and durable parts for their machinery and engines.
Highly Efficient and Durable 3x4 Centrifugal Pump for Mission Purposes
Mission 3x4 Centrifugal Pump, a Leading Innovation in Water Pump TechnologyIn the world of industrial and agricultural machinery, the name {Company Name} has been synonymous with cutting-edge technology and top-quality products for over two decades. With a strong commitment to innovation and customer satisfaction, {Company Name} has continually raised the bar for excellence in the industry. The latest addition to their extensive product line is the Mission 3x4 Centrifugal Pump, a game-changing innovation that promises to revolutionize the way water is pumped and distributed.The Mission 3x4 Centrifugal Pump is designed to meet the growing demand for efficient, reliable, and high-performance water pumps in a wide range of applications. Whether it's agricultural irrigation, industrial water supply, or municipal water distribution, this innovative pump is engineered to deliver superior performance and unmatched durability. With a maximum flow rate of 1000 gallons per minute and a maximum head of 360 feet, the Mission 3x4 Centrifugal Pump is capable of handling even the most demanding water pumping tasks with ease.One of the key features that sets the Mission 3x4 Centrifugal Pump apart from its competitors is its advanced design and construction. The pump housing is made of high-quality cast iron, ensuring exceptional strength and resistance to corrosion. The impeller and other crucial components are precision-engineered to deliver maximum efficiency and performance, while the heavy-duty bearings and seals are designed to withstand the rigors of continuous operation in tough working environments. In addition, the pump is equipped with a powerful motor that provides reliable and consistent power for extended periods of use.Furthermore, the Mission 3x4 Centrifugal Pump is designed with ease of maintenance and serviceability in mind. Its modular design allows for quick and convenient access to critical components, making inspection, repair, and replacement a breeze. This not only minimizes downtime but also reduces the overall cost of ownership, making it an attractive choice for budget-conscious customers. Moreover, the pump is backed by {Company Name}'s renowned customer support and after-sales service, ensuring peace of mind for customers and maximizing the lifespan of the equipment.Another noteworthy aspect of the Mission 3x4 Centrifugal Pump is its energy efficiency and environmental sustainability. By utilizing state-of-the-art design principles and materials, the pump is able to deliver exceptional performance while minimizing energy consumption. This not only results in cost savings for the end user but also reduces the carbon footprint, contributing to a greener and more sustainable future. In an era where environmental responsibility is paramount, the Mission 3x4 Centrifugal Pump stands out as a shining example of responsible and forward-thinking engineering.As a testament to its outstanding quality and performance, the Mission 3x4 Centrifugal Pump has already garnered attention and accolades from industry experts and customers alike. Its robust construction, cutting-edge technology, and exceptional performance have set a new standard for water pumps, firmly establishing it as a leading innovation in the field. With its versatility and reliability, the pump is poised to make a significant impact in a wide range of industries and applications, meeting the diverse needs of customers around the world.In conclusion, the Mission 3x4 Centrifugal Pump represents the pinnacle of water pump technology, embodying {Company Name}'s unwavering commitment to excellence and innovation. With its outstanding performance, durability, and energy efficiency, it is set to redefine the standards for water pumping equipment, empowering customers with a reliable and efficient solution for their water management needs. As {Company Name} continues to push the boundaries of engineering and manufacturing, the Mission 3x4 Centrifugal Pump stands as a shining example of their dedication to delivering top-quality products that make a positive difference in the world.
High Quality and Durable Submersible Water Pump for Sale: China Submerged Water Well Pump Manufacturers and Suppliers
China Water Pump Set: How Submerged Pump Promotes Efficiency in Water ManagementWater management is an essential aspect of human life, particularly in ensuring the availability of clean and safe water for domestic, commercial, and industrial uses. One of the key components of water management is the use of water pumps, which serve to facilitate the movement of water from one location to another. China has emerged as a global leader in water pump technology, with a range of innovative solutions that cater to diverse water management needs. In this article, we focus on the submersible water pump, one of the most efficient and reliable types of water pump in the market.What is a Submersible Water Pump?A submersible water pump refers to a type of pump designed to be completely submerged in water, allowing it to operate underwater without any issues. Unlike other types of water pumps that rely on external air pressure to force water up, the submersible pump works by pushing water from underneath through a motor, which propels it upwards. The pump is usually placed at the bottom of a water source, such as a well, lake, or pond, and connected to a water supply line that distributes water to various points of use.Key Benefits of Using Submersible Water Pumps1. High Efficiency: Submerged water well pumps are highly efficient, delivering consistent water pressure and flow rates even when operating in harsh conditions. This is because they operate under the water level, which provides a constant and uninterrupted supply of water to the pump. This also means that they do not require priming, which reduces the amount of time and energy needed to start the pump.2. Low Noise: Submerged pumps operate quietly compared to other types of pumps, which emit loud noise when operating. This makes them ideal for use in residential areas, where noise pollution is a major concern.3. Longevity: Submerged water well pumps are built to withstand harsh environmental conditions, such as extreme temperatures and high-pressure levels, which often cause wear and tear in other types of pumps. This translates to a longer lifespan, reducing the need for frequent repairs or replacements.4. Energy Efficiency: Submerged pumps require less energy to operate compared to other types of pumps, which translates to lower energy bills in the long run. This is because they work by pushing water from below, which requires less energy compared to pumps that rely on air pressure to move water.Applications of Submerged Water Well PumpsSubmerged water well pumps can be used in diverse water management applications, including:1. Domestic Water Supply: Submerged pumps can be used to supply water to households for domestic needs, such as cooking, bathing, and laundry.2. Commercial and Industrial Water Supply: Submerged pumps can be used in commercial and industrial applications, such as supplying water to office buildings, factories, and irrigation systems.3. Water Supply for Livestock: Submerged pumps can be used to supply water to livestock, such as cows, horses, and sheep, in rural areas where access to water is limited.ConclusionSubmerged water well pumps offer numerous benefits compared to other types of water pumps, including high efficiency, low noise, longevity, and energy efficiency. These pumps are highly versatile and can be used in diverse water management applications, ranging from domestic water supply to commercial and industrial water supply. As China continues to invest in water pump technology, we can expect to see even more innovative solutions that cater to the diverse needs of water management.
Effective Mud Cleaning Equipment for Efficient Operations
Mud Cleaning Equipment for Oil and Gas IndustryThe oil and gas industry is one of the most important sectors in the world, providing fuel and energy to power the global economy. However, the process of extracting oil and gas from the earth can be a messy and challenging endeavor, often resulting in the production of large amounts of drilling mud, a mixture of water, clay, and various chemicals used to aid in the drilling process. This drilling mud must be properly treated and disposed of to comply with environmental regulations and to ensure the efficiency of drilling operations. This is where mud cleaning equipment plays a crucial role.One of the leading providers of mud cleaning equipment is a global company that has been at the forefront of the oil and gas industry for over two decades. With a focus on innovation and sustainability, the company has developed state-of-the-art mud cleaning equipment that is designed to efficiently separate solids from drilling mud, allowing for the recycling and reuse of the liquid components. This not only reduces the environmental impact of drilling operations but also helps to minimize waste and save on costs.The company's mud cleaning equipment is designed to handle a wide range of drilling mud types and can be customized to meet the specific needs of different drilling environments. Whether it's a small onshore drilling operation or a large offshore rig, the company's mud cleaning equipment is up to the task, providing reliable and efficient performance in even the most challenging conditions.One of the key features of the company's mud cleaning equipment is its advanced filtration system, which is capable of removing a wide range of solid particles from the drilling mud, including fine sands, silt, and clay. This helps to ensure that the recycled mud is of high quality and can be reused in the drilling process, reducing the need for fresh water and minimizing the overall environmental impact of drilling operations.In addition to its cutting-edge filtration technology, the company's mud cleaning equipment is also designed to be highly efficient and easy to operate. With user-friendly controls and minimal maintenance requirements, the equipment is designed to keep downtime to a minimum, ensuring that drilling operations can continue without interruption.Furthermore, the company's commitment to sustainability extends beyond the design of its equipment. The company also offers comprehensive training and support services to help clients maximize the efficiency of their mud cleaning equipment and minimize their environmental footprint. Additionally, the company is continuously investing in research and development to improve the performance of its equipment and develop new technologies to further reduce the environmental impact of drilling operations.With a global network of offices and service centers, the company is able to provide its mud cleaning equipment and support services to clients around the world, ensuring that they can meet their environmental and operational goals regardless of their location.In conclusion, mud cleaning equipment plays a crucial role in the oil and gas industry, helping to ensure the sustainability and efficiency of drilling operations. With its advanced filtration technology, high efficiency, and commitment to sustainability, the mud cleaning equipment provided by this global company is helping to redefine the standards for environmental responsibility in the oil and gas industry. As the industry continues to evolve, the company remains committed to driving innovation and helping clients to meet their environmental and operational goals.
SUS304 / 316L Material Milk Cream Separator Machine for Quality Dairy Processing
Title: Revolutionizing Dairy Processing: High-Quality Milk Cream Separator Machine Made in ChinaIntroductionIn today's fast-paced world, where dairy consumption is on the rise, the efficiency of dairy processing plants plays a crucial role in meeting the growing demand for milk, cream, and various dairy products. A critical component of these plants is the milk cream separator machine, which determines the quality and consistency of dairy products. In this blog, we will explore the significance of SUS304 and 316L material in dairy processing plants and shed light on China's contribution in developing top-notch milk cream separator machines. So, join us as we uncover the secrets behind China's innovation-driven dairy processing equipment!SUS304 and 316L Material: The Unyielding Pillar of QualityThe choice of material in dairy processing plants cannot be underestimated as it directly impacts the quality and hygiene standards of the final dairy products. SUS304 and 316L stainless steel materials are widely recognized for their excellent mechanical properties, corrosion resistance, and non-toxic nature. These materials ensure that the milk cream separator machine maintains optimal hygiene during the separation process and minimizes the risk of contamination. Moreover, SUS304 and 316L materials have exceptional heat resistance, safeguarding the quality of dairy products even at high temperatures. China-based manufacturers have recognized the importance of using such high-quality materials, ensuring durability and longevity of their milk cream separator machines.China's Contribution to Dairy Processing PlantsOver the years, China has emerged as a global manufacturing hub, offering high-quality dairy processing equipment, including milk cream separator machines. Chinese manufacturers have invested substantial resources in research and development, incorporating advanced technology and innovative designs into their machinery. With unparalleled precision and craftsmanship, China's milk cream separator machines have gained recognition worldwide for their superior performance and reliability.China Milk Separator: An Innovation-driven ChoiceWhen it comes to milk separator machines, China manufacturers have demonstrated their commitment to excellence by integrating cutting-edge technologies. These machines are equipped with advanced control systems, allowing for precise separation of milk and cream to achieve desired fat content variations. China milk separator machines are engineered to handle a wide range of milk volumes, ensuring efficient processing for dairy plants of all scales. The use of SUS304 and 316L materials ensures that these machines meet the highest quality and hygiene standards, guaranteeing safe and reliable dairy product production.Cream Milk Separator Machine: A Blend of Efficiency and QualityThe cream milk separator machines manufactured in China are designed to optimize the separation process, enhancing efficiency without compromising on quality. These machines employ innovative centrifugal force techniques, separating cream from milk with a high level of precision. The cream milk separator machines are known for their exceptional reliability, minimal maintenance needs, and maximized processing capacity, allowing dairy processing plants to meet consumers' demands efficiently.ConclusionAs the dairy industry continues to grow, the significance of high-quality milk cream separator machines cannot be overstated. China's commitment to engineering the finest dairy processing equipment, including milk separators and cream separators, has propelled the nation into a global leader in this sector. With the use of SUS304 and 316L materials, which ensure impeccable hygiene and durability, China manufacturers have revolutionized dairy processing plants worldwide. So, when it comes to choosing a milk cream separator machine, remember the keywords "China Milk Separator" and "Cream Milk Separator Machine" for reliable, efficient, and top-quality equipment.