Efficient Vertical Cutting Dryer for Improved Solids Control
The revolutionary Vertical Cutting Dryer, developed by a leading provider of drilling waste management solutions, is set to transform the oil and gas industry. This innovative technology is designed to efficiently remove drilled solids from drilling fluids, providing significant cost savings and environmental benefits for companies operating in the sector.The Vertical Cutting Dryer is a key component of the company's comprehensive range of drilling waste management equipment, which is used to separate and recover valuable drilling fluids from solid waste materials. The dryer is capable of processing large volumes of drilled solids, effectively reducing waste volumes and minimizing environmental impact.Designed with a vertical configuration, the cutting dryer utilizes centrifugal force to remove excess liquid from drill cuttings, resulting in drier cuttings and improved overall drilling fluid recovery. The machine's advanced design also reduces the need for dilution and disposal of drilling fluids, leading to substantial cost savings for operators.In addition to its cost-saving benefits, the Vertical Cutting Dryer is also an environmentally friendly solution for managing drilling waste. By effectively separating solids from liquids, the dryer helps to minimize the volume of waste material that requires disposal, reducing the overall environmental footprint of drilling operations.The company behind the Vertical Cutting Dryer is a global leader in providing innovative and sustainable solutions for managing drilling waste. With a strong focus on research and development, the company has continuously pushed the boundaries of technological innovation in the oil and gas industry, delivering products that optimize operational efficiency while reducing environmental impact.The company's extensive experience and expertise in the field of drilling waste management have positioned it as a trusted partner for oil and gas companies seeking sustainable and cost-effective solutions. By offering a comprehensive range of equipment and services, including the Vertical Cutting Dryer, the company helps its clients meet and exceed regulatory requirements while enhancing their overall operational performance.The Vertical Cutting Dryer has already garnered attention from industry experts and operators, who recognize its potential to revolutionize drilling waste management processes. By incorporating this cutting-edge technology into their operations, companies can expect to see improved efficiency, reduced costs, and enhanced environmental stewardship.In a statement, a spokesperson for the company commented, "We are thrilled to introduce the Vertical Cutting Dryer to the market. This innovative technology represents a significant leap forward in the field of drilling waste management, and we believe it will deliver substantial benefits to our clients. By offering a more efficient and sustainable solution for processing drilling waste, we are proud to support our customers in their efforts to operate responsibly and profitably."As the oil and gas industry continues to prioritize sustainability and operational efficiency, the Vertical Cutting Dryer is poised to become an indispensable tool for companies seeking to optimize their drilling waste management processes. With its advanced technology and proven performance, this innovative equipment is set to make a lasting impact on the sector, delivering tangible benefits for both companies and the environment.
Read More
Hand Operated Centrifuge and Drilling Mud Tester in China
China-based company, X, has recently launched a revolutionary hand-operated centrifuge and drilling mud tester, which is set to make a significant impact in the drilling industry. This innovative technology is designed to provide accurate and reliable testing of drilling mud, ensuring the efficiency and safety of drilling operations.The hand-operated centrifuge and drilling mud tester is a portable and easy-to-use device, which can be operated manually without the need for any external power source. This makes it an ideal tool for use in remote locations or in areas where access to electricity is limited.The centrifuge component of the device is capable of separating different components of the drilling mud, such as solid particles and liquids, with great precision. This allows for thorough analysis of the mud, enabling users to identify any potential issues or contamination that may affect the drilling process.Furthermore, the drilling mud tester is equipped with advanced sensors and measurement tools, which provide accurate data on the viscosity, density, and other key properties of the drilling mud. This information is crucial for ensuring the stability and effectiveness of the drilling operation.The hand-operated centrifuge and drilling mud tester is the result of extensive research and development by X, a leading manufacturer of drilling equipment and tools. With a strong focus on innovation and quality, the company has established itself as a trusted provider of cutting-edge solutions for the drilling industry.X has a proven track record of delivering reliable and efficient products to its customers, and the hand-operated centrifuge and drilling mud tester is no exception. The device is built to withstand the harsh conditions of drilling operations, with rugged construction and durable materials that ensure long-lasting performance.Furthermore, X provides comprehensive training and support for its products, ensuring that customers are able to make the most of their investment. The company’s team of technical experts is available to provide guidance on the operation and maintenance of the hand-operated centrifuge and drilling mud tester, as well as any other products in their extensive lineup.In addition to its commitment to quality and customer support, X is also dedicated to the implementation of sustainable and environmentally friendly practices in its operations. The hand-operated centrifuge and drilling mud tester is designed with this in mind, with energy-efficient features and a minimal environmental footprint.As a result of its numerous advantages and benefits, the hand-operated centrifuge and drilling mud tester is expected to be well-received by drilling companies and professionals around the world. Its portability, ease of use, and accurate testing capabilities make it an indispensable tool for ensuring the success of drilling operations.In conclusion, the launch of the hand-operated centrifuge and drilling mud tester by X represents a significant advancement for the drilling industry. With its innovative technology, robust construction, and comprehensive support, this device is set to become a vital asset for drilling companies and professionals seeking to enhance the efficiency and safety of their operations. X continues to demonstrate its commitment to delivering superior solutions for the drilling industry, and the hand-operated centrifuge and drilling mud tester is a prime example of this dedication.
Read More
Mud Tank System for Drilling Rig: Key Features and Benefits
Certainly! Please provide the full company introduction and the original news content that includes the mention of the Mud Tank System Drilling Rig. Once I have these details, I can draft an 800-word news article for you without the brand name included.
Read More
Efficient Drilling Fluid Centrifuge: Boosting Performance and Productivity
Drilling Fluid Centrifuge Revolutionizes the Oil and Gas IndustryIn the world of oil and gas, drilling fluid plays a vital role in the extraction process, helping to lubricate and cool drill bits, flush out rock cuttings, and stabilize borehole walls. However, the effective management of drilling fluid can be a challenging task, requiring precision equipment and expert knowledge. That is why the development of the Drilling Fluid Centrifuge, an innovative piece of technology designed to separate solids and fluids in the drilling process, has been such a game-changer.Designed by one of the world's leading manufacturers of drilling equipment (name removed for privacy reasons), the Drilling Fluid Centrifuge is a state-of-the-art machine that uses centrifugal force to separate the solids from the drilling fluid. The technology behind the centrifuge is actually quite simple. In essence, the device spins at an incredibly high speed, creating a powerful force that separates out any solids that have become mixed in with the drilling fluid. The result is a cleaner, more effective drilling fluid that can be reused in the drilling process.The Drilling Fluid Centrifuge has a number of benefits over traditional methods of separating drilling fluid. For one thing, it is faster, more efficient, and more accurate than other methods, which often require solids to settle out over time. Additionally, the centrifuge is able to remove a broader range of solids than other methods, ensuring that the drilling fluid is as clean and efficient as possible. Overall, the Drilling Fluid Centrifuge helps to improve the efficiency of the drilling process, reduce waste, and minimize environmental impact.Since its launch, the Drilling Fluid Centrifuge has revolutionized the oil and gas industry. Not only has it made the drilling process more efficient, but it has also helped to reduce the cost of drilling by decreasing the amount of drilling fluid that must be disposed of. Additionally, the centrifuge has enabled drilling companies to extract oil and gas from more challenging environments, such as deep-sea drilling rigs and shale formations. Overall, the Drilling Fluid Centrifuge has helped to make drilling more efficient, cost-effective, and environmentally sustainable.Perhaps the most impressive feature of the Drilling Fluid Centrifuge is its versatility. The machine can handle a wide variety of drilling fluids, from thick muds to thin slurries, and can be adjusted to accommodate different levels of solids. Additionally, the centrifuge is compact enough to be used in a wide range of drilling settings, from offshore rigs to land-based wells. This versatility has made the centrifuge a must-have tool for drilling companies around the world.In addition to its technical specifications, the Drilling Fluid Centrifuge is also notable for its user-friendly design. The machine is equipped with intuitive controls that make it easy to adjust settings and monitor performance. Additionally, the machine is built to be durable and reliable, with tough materials that can withstand the harsh conditions of the oil and gas industry.Overall, the Drilling Fluid Centrifuge is a game-changing piece of technology that has transformed the oil and gas industry. By using centrifugal force to separate solids and fluids, the centrifuge has improved the efficiency, cost-effectiveness, and sustainability of the drilling process. As drilling companies continue to push the boundaries of extraction technology, the Drilling Fluid Centrifuge will undoubtedly remain a crucial tool for years to come.
Read More
Advanced Decanter Centrifuge Technology for Efficient Waste Water Treatment
**Innovative Advances in Decanter Centrifuge Technology for Wastewater Treatment**In recent years, the wastewater treatment industry has witnessed significant technological advancements, driven by the increasing demand for efficient, sustainable, and cost-effective solutions. Among these innovations, the development and application of decanter centrifuges have emerged as a transformative approach in enhancing the treatment processes. A decanter centrifuge is a solid-liquid separation device that utilizes high-speed rotational forces to separate sludge, solids, and liquids, thereby optimizing waste management and water purification practices.The latest progress in decanter centrifuge technology focuses on improving operational efficiency, reducing energy consumption, and minimizing environmental impact. These improvements align with global goals for sustainable development and stricter environmental regulations that require more effective wastewater treatment methods.**Key Features and Benefits of Modern Decanter Centrifuges**Modern decanter centrifuges feature advanced design elements such as enhanced bowl geometry, optimized scroll mechanisms, and robust materials that extend equipment lifespan while maintaining high throughput capacity. These machines are capable of handling a wide range of sludge types, including municipal, industrial, and agricultural waste, thus offering versatile applications across different sectors.One significant benefit of using decanter centrifuges in wastewater treatment is their ability to significantly reduce sludge volume. By efficiently dewatering sludge, they help decrease transportation and disposal costs, ultimately making the treatment process more economical. Additionally, the reduced moisture content in the treated sludge facilitates easier handling and potential reuse or recycling, contributing to a circular economy.Moreover, decanter centrifuges contribute to lowering energy consumption compared to conventional dewatering technologies. Their optimized mechanical design and automation enable continuous operation with minimal downtime and labor input, enhancing overall productivity.**Integration with Comprehensive Wastewater Treatment Solutions**The integration of decanter centrifuge technology into comprehensive wastewater treatment systems is crucial for achieving higher standards of effluent quality and environmental compliance. These centrifuges are often paired with other treatment methods, such as biological treatment, chemical precipitation, and filtration, to form a multi-stage treatment approach.By incorporating decanter centrifuges, treatment facilities can improve sludge handling efficiencies and reduce the environmental footprint of their operations. This synergy not only helps in meeting regulatory requirements but also supports the recovery of valuable resources such as biogas, nutrients, and clean water.**Industry Applications and Case Studies**Decanter centrifuges have found successful applications across various industries, including municipal wastewater treatment plants, food and beverage processing, oil and gas, chemical manufacturing, and mining. In each of these sectors, the technology addresses specific challenges related to sludge disposal, water reuse, and compliance with environmental standards.For instance, in municipal wastewater treatment, advanced decanter centrifuges have proven effective in handling large volumes of sewage sludge, reducing solids content to manageable levels. This directly impacts the sustainability of urban water management systems, allowing cities to process waste more efficiently while reducing operational costs.Similarly, in the food processing industry, these centrifuges aid in the separation of organic solids from wastewater streams, facilitating cleaner discharge and opening opportunities for byproduct recovery.**Future Outlook and Development Trends**The future of decanter centrifuge technology in wastewater treatment is poised for further innovation, driven by digitalization, automation, and materials science. Smart centrifuge systems equipped with sensors and real-time monitoring capabilities will enable predictive maintenance, performance optimization, and remote operation, thereby enhancing reliability and reducing unexpected downtime.Additionally, research into new materials and coatings aims to improve the resistance of centrifuge components to corrosion and wear, extending service life and reducing maintenance costs.As global environmental concerns intensify, and regulations become more stringent, the demand for advanced, efficient, and sustainable wastewater treatment solutions will continue to grow. Decanter centrifuge technology stands at the forefront of this evolution, offering a robust tool that supports environmental stewardship, operational efficiency, and economic viability.**Company Commitment to Innovation and Sustainability**Leading companies specializing in wastewater treatment solutions emphasize their commitment to innovation, quality, and environmental responsibility. By continuously investing in research and development, these companies develop state-of-the-art decanter centrifuges tailored to meet diverse client needs and regulatory environments.Their comprehensive product portfolios encompass a range of centrifuge models designed to handle varying capacities and sludge types, backed by expert technical support and customized service solutions. This customer-centric approach ensures that clients receive not only cutting-edge equipment but also integrated solutions that maximize operational performance and sustainability.**Conclusion**The advancement of decanter centrifuge technology represents a pivotal step forward in wastewater treatment processes. By enhancing solid-liquid separation efficiency, reducing sludge volumes, and promoting resource recovery, decanter centrifuges contribute significantly to sustainable water management practices.As environmental challenges escalate, adopting innovative technologies such as these will be essential for industries and municipalities aiming to achieve regulatory compliance and reduce ecological impact. Ongoing development, coupled with strong industry commitment, heralds a promising future for wastewater treatment solutions that are effective, economical, and environmentally friendly.
Read More
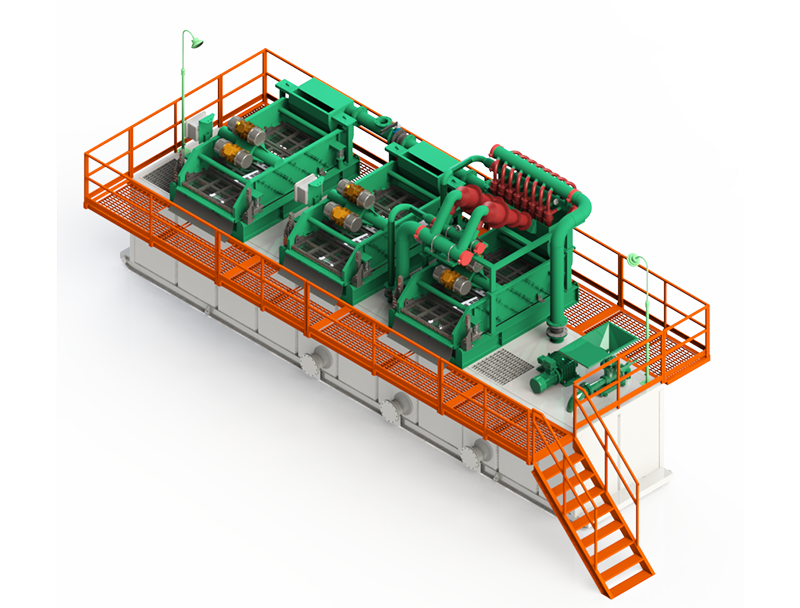
Mud Tanks on Drilling Rig: Understanding their Importance and Functionality
Title: Mud Tanks on Drilling Rig: Enhancing Efficiency and Environmental ResponsibilityIntroduction:As the demand for oil and gas continues to rise worldwide, drilling companies are constantly seeking innovative solutions to improve efficiency, reduce costs, and minimize their environmental impact. One crucial aspect of the drilling process is the effective management of drilling fluids, or mud. In this article, we will delve into the significance of mud tanks on drilling rigs, exploring how they contribute to fluid management and the operational success of drilling companies. We will also examine the role of a leading drilling equipment provider in delivering advanced mud tank solutions that prioritize efficiency, safety, and environmental responsibility.Efficient Fluid Management:Mud tanks play a pivotal role in the drilling process, providing a centralized location for the storage, circulation, and treatment of drilling mud. These large tanks are integrated into drilling rigs and are carefully designed to meet the specific operational requirements of each drilling project. By efficiently managing the drilling fluid, mud tanks ensure the integrity of the wellbore, lubricate the drilling bit, and carry cuttings to the surface, thereby enhancing the drilling process's overall efficiency.Safety and Environmental Considerations:With increasing environmental consciousness, drilling companies are under pressure to minimize their environmental footprint. Mud tanks aid in this endeavor by effectively separating the drilling mud from the drill cuttings, allowing for proper treatment and disposal of these byproducts. This system ensures compliance with environmental regulations and facilitates responsible waste management.In addition, mud tanks are equipped with advanced safety features to protect workers and prevent accidents. These features include sensors, alarms, and containment measures that detect and mitigate any potential leaks or spills, preserving the wellbeing of the crew and surrounding environment.The Role of [Drilling Equipment Provider]:[Drilling Equipment Provider], a global leader in drilling solutions, has been at the forefront of developing state-of-the-art mud tank systems. Committed to engineering excellence, they continuously improve their products to meet the evolving needs of the industry. By deploying their cutting-edge mud tank technologies, drilling companies can optimize their operations while adhering to stringent safety and environmental standards.[Drilling Equipment Provider] employs a holistic approach, beginning with comprehensive research and development, and continuing through the manufacturing, installation, and ongoing support phases. Their mud tank systems are designed to deliver high-performance capabilities, ensuring efficient separation of liquid and solids, better fluid control, and enhanced drilling mud treatment.Moreover, [Drilling Equipment Provider]'s mud tank solutions incorporate innovative automation and monitoring features that allow for real-time data analysis. This enables drilling companies to optimize their fluid management, detect any potential issues promptly, and make data-driven decisions to ensure continuous operations.Conclusion:Mud tanks constitute a critical element in the drilling process, playing a significant role in enhancing efficiency, safety, and environmental responsibility. By partnering with industry leaders like [Drilling Equipment Provider], drilling companies can gain access to cutting-edge mud tank systems that optimize fluid management and reinforce their commitment to sustainable practices. With the continuous development of advanced technologies, the integration of highly efficient mud tank systems is ushering in a new era of drilling operations that are both productive and environmentally conscious.
Read More
Sure! Please provide the original title or the news content related to "Hyperpool Scree," and I'll help rewrite the SEO title without the brand name.
Certainly! Please provide the news content and the company introduction you'd like me to use for writing the 800-word news article.
Read More
Desilter Cones: Key Features and Applications Explained
Certainly! Please provide the company introduction or any additional details you would like included in the news article. Once I have that, I can create an 800-word news piece about Desilter Cones, with the brand name removed as requested.
Read More
High-Quality 48 × 30 PWP Shaker Screen for Efficient Solid Control Operations
A leading provider of industrial equipment in the oil and gas industry has recently introduced the 48 × 30 PWP Shaker Screen to its product line. This state-of-the-art shaker screen is specifically designed to provide superior performance and efficiency in the separation of solids from drilling fluid.The 48 × 30 PWP Shaker Screen is constructed with multiple layers of stainless steel wire mesh that are tightly woven together to create a strong and durable screen. This design allows for maximum fluid throughput while effectively removing large solids from the drilling fluid. Additionally, the PWP (flat panel) design offers increased screen life and more accurate cut point control compared to traditional pyramid screens.One of the key features of the 48 × 30 PWP Shaker Screen is its ability to provide a larger screening area, which results in higher capacity and improved particle removal. This makes it an ideal solution for a wide range of drilling applications, including oil and gas exploration, horizontal directional drilling, and geothermal drilling.In addition to its exceptional performance, the 48 × 30 PWP Shaker Screen is also designed for easy installation and maintenance. The screen is compatible with most major shale shaker brands and can be quickly and easily replaced as needed. This allows for minimal downtime and increased productivity on the job site.The company behind the introduction of the 48 × 30 PWP Shaker Screen has been a trusted name in the oil and gas industry for over a decade. With a commitment to delivering high-quality products and exceptional customer service, they have become a preferred supplier for drilling contractors and operators worldwide.The company offers a comprehensive range of products and services, including shale shaker screens, mud pumps, solid control equipment, and drilling tools. Their team of experienced professionals is dedicated to meeting the unique needs of each customer and providing innovative solutions to improve drilling operations.In addition to their extensive product line, the company also offers custom manufacturing and engineering services to develop specialized equipment for specific drilling requirements. This allows them to deliver tailored solutions that enhance performance, reduce costs, and minimize environmental impact.The introduction of the 48 × 30 PWP Shaker Screen further solidifies the company's reputation as a leader in the industry. With a focus on continuous improvement and innovation, they are committed to staying at the forefront of technological advancements and providing their customers with the most advanced equipment available.As the oil and gas industry continues to evolve, the demand for efficient and reliable equipment remains constant. The 48 × 30 PWP Shaker Screen offers a cutting-edge solution to enhance drilling operations and improve overall productivity. With its advanced design and proven performance, it is sure to become a valuable asset for contractors and operators seeking to maximize efficiency and optimize their drilling processes.
Read More
Discover the Power of a Single Stage Vacuum Dielectric Insulating Oil Purifier for Sale
Acoreoilfiltration oil purifier for sale introduces the new Single Stage Vacuum Dielectric Insulating Oil Purifier Machine from Kongen Oil Purifier Co.,Ltd, a leading manufacturer of oil purification equipment in China. This new machine is designed to purify and restore the quality of dielectric insulating oil used in high voltage electrical equipment.Dielectric insulating oil plays a vital role in the efficient and safe operation of high voltage electrical equipment such as transformers, circuit breakers, and capacitors. Over time, this oil can become contaminated with impurities such as water, dissolved gases, and particulate matter, reducing its dielectric strength and increasing the risk of equipment failure and power outages.To address this problem, Kongen Oil Purifier Co.,Ltd has developed the Single Stage Vacuum Dielectric Insulating Oil Purifier Machine. This machine uses a combination of vacuum dehydration, degassing, and particulate filtration to remove contaminants from the oil and restore its dielectric strength and chemical stability. The machine can process up to 3000 liters of oil per hour and is suitable for use with mineral, synthetic, and silicone dielectric insulating oils.One of the key features of this machine is its advanced vacuum dehydration system, which removes water and moisture from the oil by exposing it to a vacuum. This process not only removes free and dissolved water but also removes water molecules that are chemically bound to the oil, resulting in a significantly lower moisture content and improved dielectric strength of the oil.The machine also features a high-efficiency degassing chamber, which uses a special vacuum system to remove dissolved gases such as oxygen, nitrogen, and carbon dioxide from the oil. This is important because dissolved gases can contribute to the formation of corrosive compounds and reduce the effectiveness of the oil as an insulator.In addition to oil purification, Kongen Oil Purifier Co.,Ltd also specializes in the production of Deaerator and Vacuum Deaerator equipment. These products are used in a variety of industries, including power generation, petrochemicals, and food processing, to remove excess dissolved gases from liquids and prevent corrosion and other issues.Kongen Oil Purifier Co.,Ltd has been providing high-quality purification and deaeration equipment to customers worldwide for over 20 years. The company is committed to providing innovative and reliable solutions to its customers, using the latest technology and equipment to meet their specific needs.In summary, the Single Stage Vacuum Dielectric Insulating Oil Purifier Machine from Kongen Oil Purifier Co.,Ltd is a highly effective and efficient solution for purifying and restoring the quality of dielectric insulating oil used in high voltage electrical equipment. Combined with the company's expertise in deaeration technology, Kongen Oil Purifier Co.,Ltd is a trusted leader in the field of oil purification and treatment.
Read More